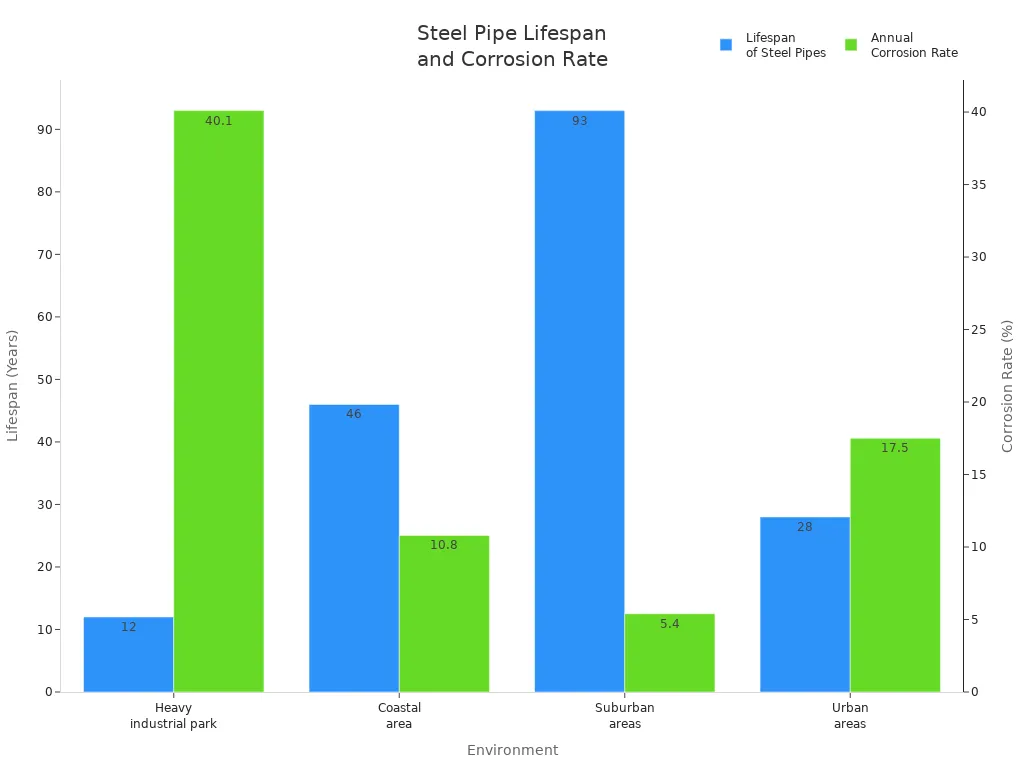
Ocelové trubky chráníte před rzí žárovým zinkováním.Zařízení pro žárové zinkování ocelových trubekpokrývá každou trubku zinkem, čímž vytváří štít proti korozi.Potrubí Zinkovovací linkypomáhají zajistit pevný a rovnoměrný povrch. Podívejte se na níže uvedenou tabulku. Ukazuje, jak déle vydrží pozinkované trubky v různých prostředích.
Klíčové poznatky
- Žárové zinkováníchrání ocelové trubky před rzí nanesením silného zinkového povlaku, který působí jako bariéra proti korozi.
- Správná příprava povrchuje klíčové. Čištění a moření trubek zajišťuje dobrou přilnavost zinku a zabraňuje vzniku vad v povlaku.
- Pozinkované trubky nabízejí dlouhou životnost, často 40 až 50 let, což z nich činí cenově výhodnou volbu pro různá průmyslová odvětví.
Zařízení a kroky procesu pro žárové zinkování ocelových trubek

Ocelové potrubízařízení pro žárové zinkovánípomáhá chránit ocelové trubky před rzí a poškozením. Toto zařízení se používá v mnoha odvětvích, jako je stavebnictví, strojírenství, chemické závody a železnice. Zařízení zvládá trubky o průměru od 1/2 do 10 palců a délce od 4 do 8 metrů. Dokáže potahovat trubky zinkem o hmotnosti 50 až 400 gramů na metr čtvereční. Zařízení dokáže zpracovat až 80 000 tun ocelových trubek ročně.
| Položka | Specifikace |
|---|---|
| materiál | ocelový drát |
| rozsah průměrů | 1/2~10 palců |
| rozsah délky potrubí | 4~8 m |
| typ povlaku | zinek |
| hmotnost povlaku | 50~400 g/m2 |
| kapacita | 40 000–80 000 tun/rok |
Příprava a čištění povrchu
Začnete čištěním ocelových trubek. Tento krok odstraňuje nečistoty, olej a další kontaminanty. Pokud čištění vynecháte, zinkový povlak nebude dobře držet. Je třeba odstranit svařovací strusku, otřepy, okuje, laky, epoxidy, písek, barvy na bázi oleje, stopy pastelek a hustý vosk nebo tuk. K odstranění olejů a tuků se používají odmašťovací lázně s hydroxidem sodným. Po odmaštění se trubky opláchnou vodou. Poté se k odstranění rzi a okují použije kyselina chlorovodíková nebo sírová. Tento krok se nazývá moření.
Tip: Po čištění kyselinou vždy potrubí propláchněte, abyste odstranili všechny jeho stopy. Před dalším krokem potrubí důkladně osušte.
Tavení ocelových trubek
Poté trubky ponoříte do roztoku tavidla. Tavidlo odstraní všechny zbývající oxidy a zabrání nové oxidaci před potažením trubek zinkem. Pro tento krok použijete roztok chloridu zinečnato-amonného. Nejlepší teplota pro tavidlo je mezi 60 a 80 °C. Tato teplota pomáhá tavidlu dobře vyčistit povrch oceli. Hlavními tavidly jsou chlorid zinečnatý a chlorid amonný. Tyto chemikálie odstraňují oxid železa a zlepšují tekutost zinku. Tavidlo vám také pomůže snižovat spotřebu zinku a snižuje odpad.
- Chlorid zinečnatý: 60–80 %
- Chlorid amonný: 7–20 %
- Činidla upravující tekutost: 2–20 %
- Další sloučeniny: nikl, kobalt, mangan, olovo, cín, vizmut, antimon

Ponoření do zinkové lázně
Poté se trubky ponoří do lázně s roztaveným zinkem. Zařízení pro žárové zinkování ocelových trubek udržuje zinkovou lázeň na správné teplotě, obvykle mezi 440–460 °C (825 až 870 °F). Trubky se v lázni ponechají 5 až 15 minut. Tato doba umožňuje zinku vázat se na ocel a vytvořit silný, rovnoměrný povlak. Zinková lázeň pokrývá každou část trubky, dokonce i uvnitř a kolem svarů.
Poznámka: Pokud nebudete kontrolovat teplotu nebo čas, mohou se objevit vady, jako jsou pupínky, puchýře nebo olupování.
Chlazení a závěrečné čištění
Po vyjmutí trubek ze zinkové lázně je ochladíte v kalicí nádrži. Chlazení zastaví reakce mezi zinkem a vzduchem. Poté trubky opláchnete čistou vodou, abyste odstranili všechny zbytky chemikálií. Pokud jste použili kyselinové čištění, opláchněte trubky podruhé. Trubky osušíte horkým vzduchem, abyste se ujistili, že v nich nezůstala žádná vlhkost. Tento krok udržuje povrch čistý a zabraňuje vzniku bílé rzi.
- Opláchněte čerstvou vodou
- Sušit horkým vzduchem
- Trubky skladujte na suchém místě
Inspekce a testování kvality
Musíte zkontrolovat potrubí, abyste se ujistili, že je povlak pevný a rovnoměrný. Provádíte vizuální kontroly, měření tloušťky a testy rovnoměrnosti. Také kontrolujete drsnost, korozi a poškození. Změříte velikost potrubí a hledáte netěsnosti. Dodržujete normy, jako jsou ASTM A500 a EN 10219. Tyto normy vám pomohou zajistit, aby potrubí vydrželo a odolalo korozi.
Inspekční technika Popis Vizuální kontrola Zkontrolujte hladkost, vady a korozi Tloušťka vrstvy Použijte metry k měření tloušťky povlaku Jednotnost Hledejte odlupující se nebo nerovnoměrný povlak Drsnost Drsnost testovaného povrchu Kontrola koroze Najděte škrábance nebo poškození Kvalita svařování Zkontrolujte praskliny nebo strusku Chemické složení Zkouška správného obsahu zinku a oceli Mechanické chování Změřte sílu a flexibilitu Kontrola rozměrů Potvrďte průměr, tloušťku a délku Logo a označení Zkontrolujte správné štítky Zkouška těsnosti Ujistěte se, že potrubí nemá praskliny nebo díry Bezpečnostní připomínka: Při používání zařízení pro žárové zinkování ocelových trubek vždy dodržujte bezpečnostní pravidla. Zkontrolujte potrubí, zda není poškozeno, a ujistěte se, že je kvalita vody dobrá, abyste zabránili korozi.
Výhody zařízení pro žárové zinkování ocelových trubek

Vynikající ochrana proti rzi a korozi
Získáte silnou ochranu před rzí při použitízařízení pro žárové zinkování ocelových trubekZinkový povlak vytváří silnou bariéru, která brání vniknutí vody, vzduchu a chemikálií do oceli. Tato bariéra funguje lépe než barva nebo tenké nátěry. Zinek také chrání ocel, pokud se povlak poškrábe. Zinek nejprve koroduje a chrání tak ocel pod ním.
- Silná vrstva zinku odolává drsnému počasí a chemikáliím.
- Tuto metodu používáte u mostů, zábradlí a venkovních potrubí, protože vydrží déle.
- Zinkový povlak poskytuje jak bariérovou, tak i obětní ochranu, takže vaše potrubí zůstane v bezpečí i v případě poškození povrchu.
Vědecké studie ukazují, že zinek tvoří speciální sloučeniny, jako je ZnO a Zn5Cl2(OH)8, které zpomalují korozi a udržují potrubí pevné v náročných podmínkách.
Mechanismus Popis Ochrana bariérou Zinková vrstva brání vodě a vzduchu v přístupu k oceli. Obětní ochrana Zinek koroduje dříve než ocel a chrání ji i v případě poškrábání. Přirozené zvětrávání Postupem času zinek vytváří další vrstvy, které dodávají větší ochranu. Zvýšená odolnost a dlouhá životnost
Pozinkované trubky vám vydrží desítky let. Čím silnější je zinkový povlak, tím déle vám trubky vydrží. Například:
Typ povlaku Očekávaná životnost v mírném prostředí G30 5–10 let G90 20 let nebo více Většina pozinkovaných trubek vydrží přibližně 40 až 50 let. V suchých prostorách mohou vydržet ještě déle. Pokud použijete zařízení pro žárové zinkování ocelových trubek, pomůžete svým trubkám odolávat rzi a poškození po mnoho let.
- Potrubí v oblastech s nízkou vlhkostí vzduchu může vydržet až 70 let.
- Ve vlhkých nebo slaných místech může být životnost kratší, ale stále mnohem delší než u nepovlakované oceli.
Cenová efektivita a nízké nároky na údržbu
S pozinkovanými trubkami ušetříte peníze v průběhu času. Počáteční náklady jsou o něco vyšší než u barvy, ale za opravy a údržbu utratíte méně. Zde je rychlé srovnání:
Metoda ochrany Počáteční náklady Očekávaná délka života (roky) Náklady na údržbu Čistá současná hodnota (NPV) Žárové zinkování 100 25 0 100 Systém nátěrů 90 8 169 169 Pozinkované trubky vyžadují méně čištění a oprav. Díky jejich silnému povlaku se nemusíte tak často obávat rzi nebo netěsností. Díky tomu jsou chytrou volbou pro velké projekty a místa, kde chcete, aby trubky vydržely dlouho.
Zařízení pro žárové zinkování vám pomůže chránit ocelové trubky po mnoho let. Získáte spolehlivý výkon v různých prostředích.
- Dlouhodobá trvanlivost závisí na podmínkách prostředí.
- Odborníci říkajíkaždý krok procesu ovlivňujekvalita a pevnost povlaku.
Krok Dopad na efektivitu Čištění Zlepšuje přilnavost a zabraňuje vzniku vad Moření Ovlivňuje hladkost a kvalitu Tavidlo Zajišťuje rovnoměrný tok zinku Ponoření Řídí tloušťku a vnitřní kvalitu Inspekce Potvrzuje, že nátěr splňuje normy
Čas zveřejnění: 11. září 2025